
一分钟的时间,对于了解我们的珩磨管高精度珩磨管源头厂家供应产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:珩磨管高精度珩磨管源头厂家供应的图文介绍
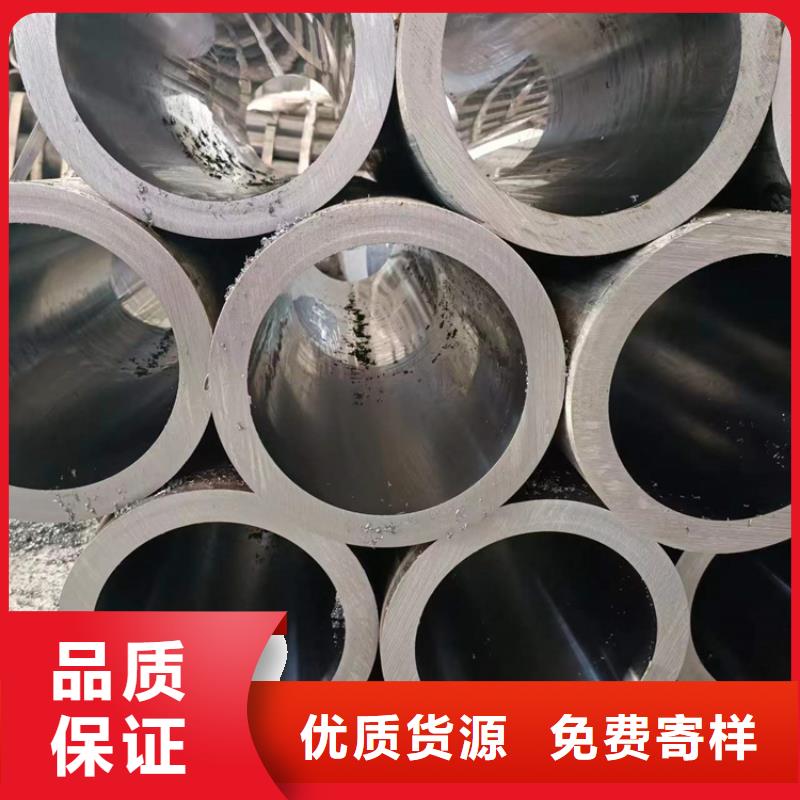
直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。



当然,像珩磨管这样的圆管也有一定的局限性,比如在受平面弯曲的前提下,珩磨管的弱势就非常明显。可见,这种管材的应用也是有限制的,用户在选用的时候要根据要求和条件予以应用。有时候珩磨管还是一种不会燃烧的建筑材料,它还有抗震和抗弯的特性。可是,珩磨管作为建筑材料在防火方面又存在一些难以避免的缺陷,它的机械机能,如屈就点、抗拉及弹性模量等都会因为温度的升高而急剧下降。




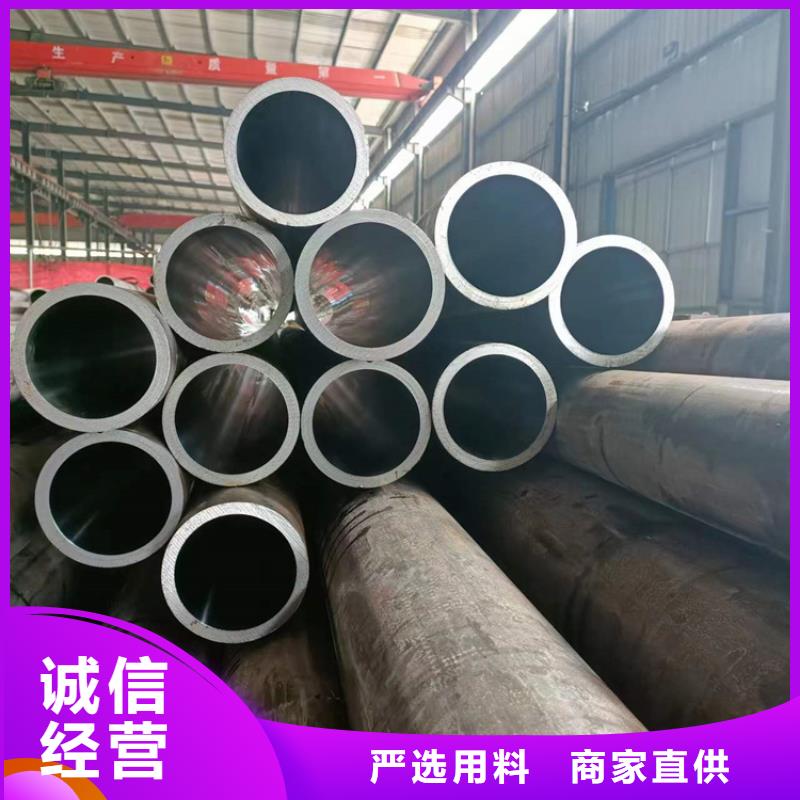
成都九冶管业有限公司一家以开发、生产,设计等多种类型的 研磨缸筒的大型企业,位于开发区丁快工业园,库存充足,公司实现流程式操作和制度化。高素质的专业职工、雄厚的资金和技术支持,更是为实现产品的卓著品质提供了有力确保。
我公司的产品常年畅销全球名地,同时也是多家知名企业的一级 研磨缸筒供应商,我司凭着多年的生产经验,以专业的水平,专注生产,专心做事为宗旨,通过技术的创新,改革,引领行业向前发展!


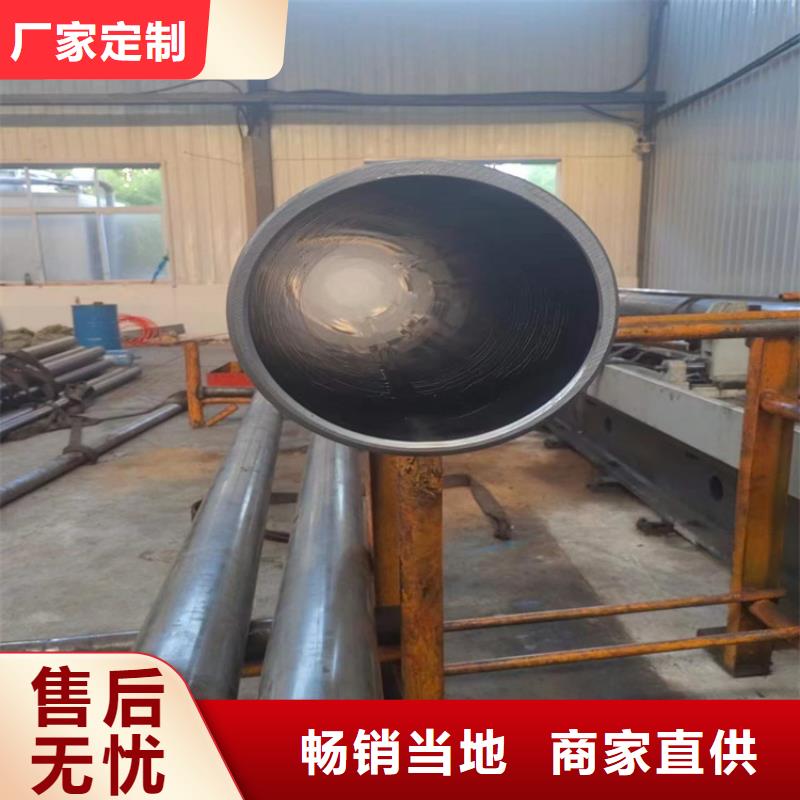
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。




